梧州 当地 滚压管 活塞杆实体厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:梧州 当地 滚压管 活塞杆实体厂家的图文介绍
安达液压机械有限公司将不断提高自身的本领,用更好的技术理念,合理的 梧州不锈钢油缸管、产品建议,优惠的价格来回报所有的客户,更期待在接下来的工作中,能有幸和更多的客户建立良好的合作关系,携手并进,共创美好的未来,热烈欢迎您的来电!


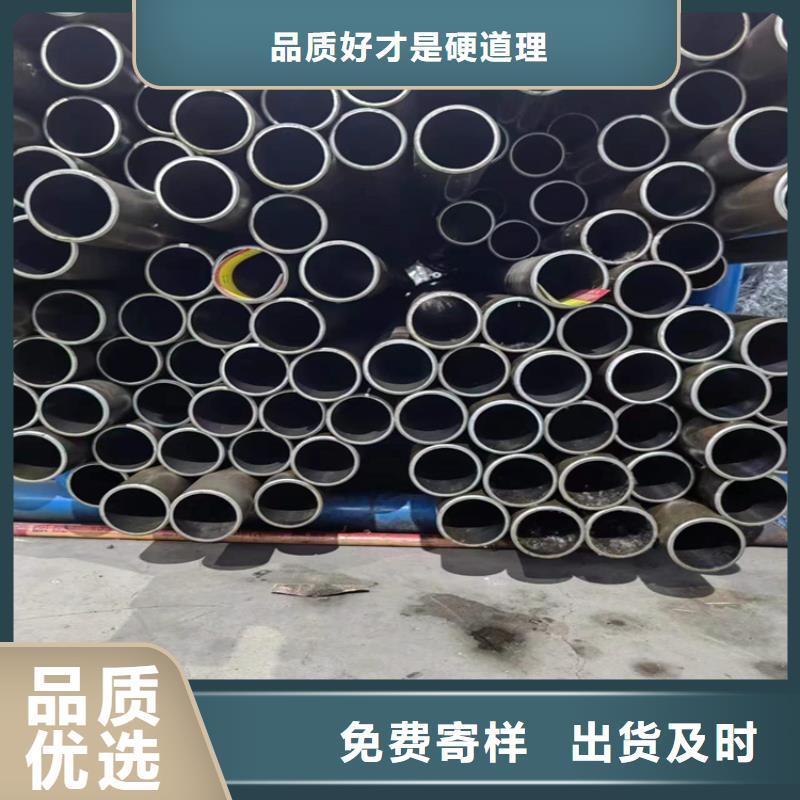
梧州珩磨管油缸管绗磨管绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管



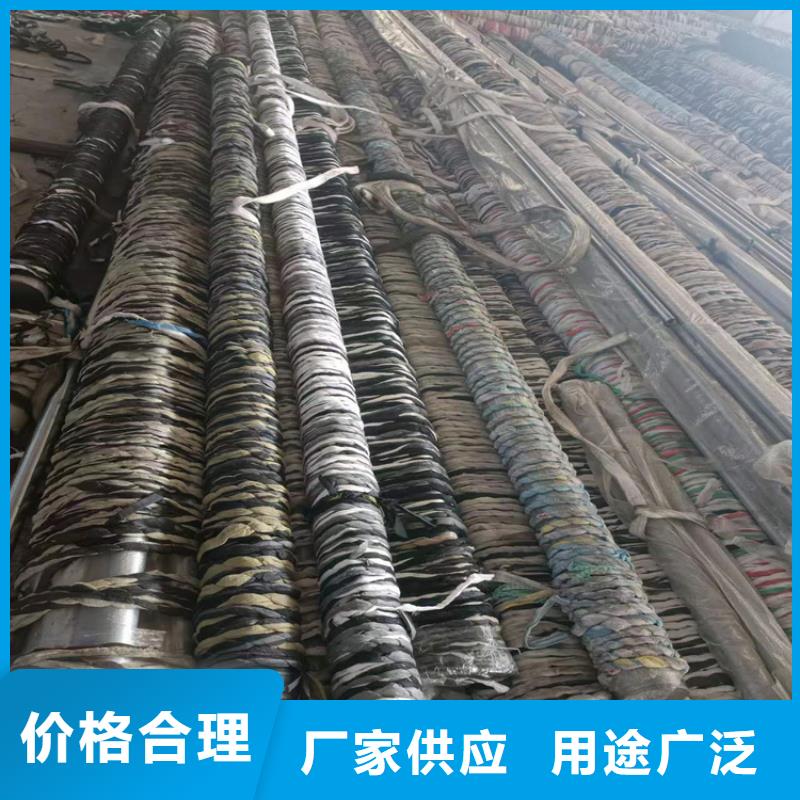
梧州珩磨管油缸管绗磨管油缸管是经过滚压加工的。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。滚压管



梧州珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。



梧州珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
滚压管




 扫一扫
扫一扫